

为了让您更地了解我们的不锈钢焊管_304拉丝不锈钢板规格齐全产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:不锈钢焊管_304拉丝不锈钢板规格齐全的图文介绍

松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,怎样不锈钢焊管出现的静电现象?静电(static electricity),是?种处于静?状态的电荷。静电指的是?种附在物体表?,能对周围的其它物体产?影响的电流不平衡现象。很多朋友都受到过不同程度的困扰,尤其在秋冬季节常见,梳头发,穿脱??时产?噼?啪啦的静电声?,?指接触到会感到针刺般刺痛。除了??,不锈钢焊管、不锈钢护栏、不锈钢扶?这些物体也会发?静电吗?是的!按理论来说?常?活中所有物体都会产?静电,不锈钢焊管是?个导体,?体是?个导体,两者触碰摩擦产?静电,带来刺痛感觉。不锈钢怎么去除静电?去除静电很简单,只要将不锈钢管设备外壳和电源接地,与?地连接,释放静电就可以去除静电。不锈钢如何去防静电???管业建议如果您体内积聚静电?较多,在??接触不锈钢管,不锈钢桌?等不锈钢物体前,先??摸?下墙壁或者??甩?下?再去摸不锈钢物品。


松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管不锈钢管焊接技术种类采?的焊接?艺:采??规范可防?晶间腐蚀、热裂纹及变形的产?,焊接电流?低碳钢低20%;为保证电弧稳定燃烧,采?直流反接;短弧焊收弧要慢,填满弧坑,与介质接触的? 焊接;多层焊时要控制层间温度,焊后可采取强制冷却;不要在坡?以外的地?起弧,地线要接好;焊后变形只能?冷加?矫正。1) 氩弧焊不锈钢采?氩弧焊时,由于保护作?好,合?元素不易烧损,过渡系数较?,故焊缝成形好,没有渣壳,表?光洁,因此焊成的接头具有较?的耐热性和良好的?学性能。?前在氩弧焊中应?较?的是??钨极氩弧焊,?于焊接0.5~3mm的不锈钢薄板,焊丝的成分?般与焊件相同,保护?体?般采??业纯氩?,焊接时速度应适当地快些,尽量避免横向摆动。对于厚度?于3mm的不锈钢,可采?熔化极氩弧焊。熔化极氩弧焊的优点是?产率?,焊缝的热影响区?,焊件的变形?和耐腐蚀性好,并易于?动化操作。2) ?焊由于?焊?便灵活,可焊各种空间位置的焊缝,不锈钢焊管,对?些薄板结构和薄壁管等不锈钢部件,在没有耐腐蚀要求下有时可采??焊。为防?过热,焊嘴?般?焊接同样厚度的低碳钢时要?,?焊?焰要使?中性焰,焊丝根据焊件成分和性能选择,?焊粉??剂101,焊接时 ?左焊法,焊接时焊炬焊嘴与焊件倾?成 40~50°,焰芯距熔池应不?于2mm,焊丝端头与熔池接触,并与?焰?起沿焊缝移动,焊炬不作横向摆动,焊速要快,并尽量避免中断。3) 埋弧焊埋弧焊适?于中等厚度以上的不锈钢板(6~50mm)的焊接,采?埋弧焊?产率?,焊缝质量好,但易引起合?元素及杂质的偏析。4) ??焊??焊是?种?常普遍的、易于使?的焊接?法.电弧的长度靠?的?进?调节,它决定于电焊条和?件之间缝隙的??.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接?法很简单,可以?来焊接?乎所有材料.对于室外使?,它有很好的适应性,即使在?下使?也没问题.?多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于?的?:当你改变电极与?件的缝隙时,你也改变了电弧的长度.在?多数情况下,焊接采?直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合?或?合??属芯丝和焊条药?组成.这层药?保护焊缝不受空?的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,不锈钢焊管,也可是缄性的,这决定于药?的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来?空?的潮?会很快在焊条中积聚。



吕梁松润金属材料有限公司专营: 工业厚壁管,规格齐全,品质兼优,价格低廉。欢迎广大客户前来洽谈业务!

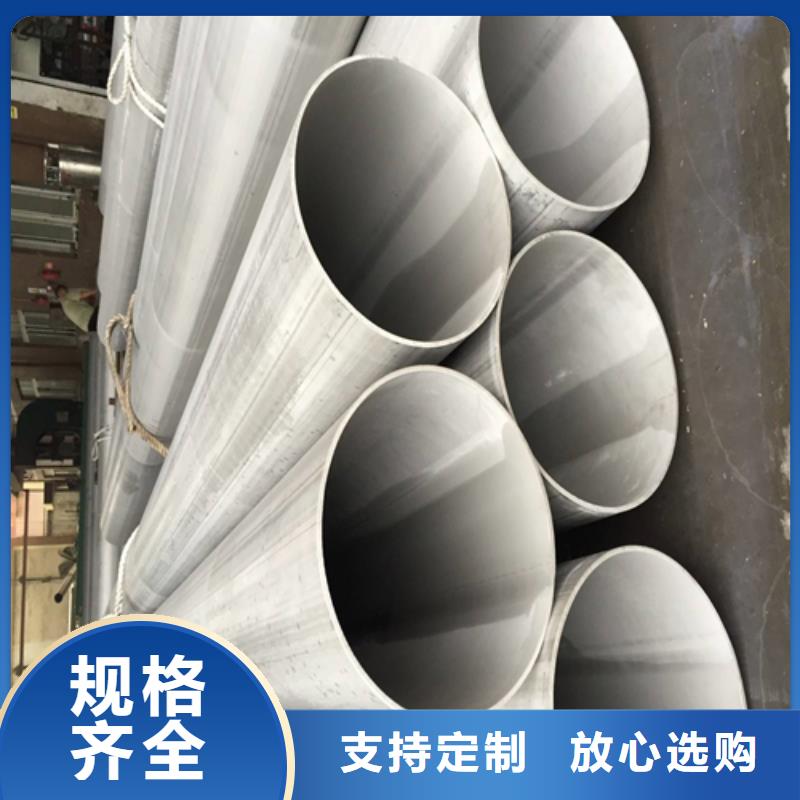
松润金属材料有限公司专业生产销售各种材质规格不锈钢焊管,主要材质有201,304,316L,310S,2507,904L,不锈钢焊管的焊接方法有哪些,不锈钢的焊接方法教程
一.不锈钢焊接方法、不锈钢焊接技术及注意事项
不锈钢管的标准规格有 200多种,大小均有,小管较贵,尤其是毛细管 .毛细管 差得由 304材质生产 ,不然管子简易爆裂 .还可以为客户定做非标规格的管材 .无 缝管主要用于工业上 ,表面为雾面 ,不光洁 .有缝管的表面是光洁面 ,管内有一条很 细的焊接线 ,俗称焊接管 ,主要用于装饰材料 .另有工业流体管 ,其抗压力视壁厚决 定.310与310S为耐高温管.1080度以下能正常使用, 耐温达到1150度.二.不 锈钢焊管生产工艺
原料--分条--焊接制管--修端--抛光--检验(喷印)--包装--出货(入仓)(装饰焊管) 原料--分条--焊接制管--热处理--矫正--矫直--修端--酸洗--水压测试--检验(喷印)-包 装--出货(入仓 )(焊管工业配管用管 )
三.不锈钢常用的焊接方法
主要是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体 保护焊 (TIG)。
1.焊前准备
4mm 一下的厚度不用开破口,直接焊接,单面一次焊透。4到6mm厚度对接 焊缝可采用不开破口接头双面焊。6mm以上,大凡开V或U,X形坡口。其次:对 焊件,填充焊丝进行除油和去氧化皮。以保证焊接质量。
